Quick answer: Computer vision quality inspection works when it is treated as an operations system: lighting, camera placement, labeled examples, defect definitions, human review, model monitoring, and clear escalation. The model is only one part of the inspection line.
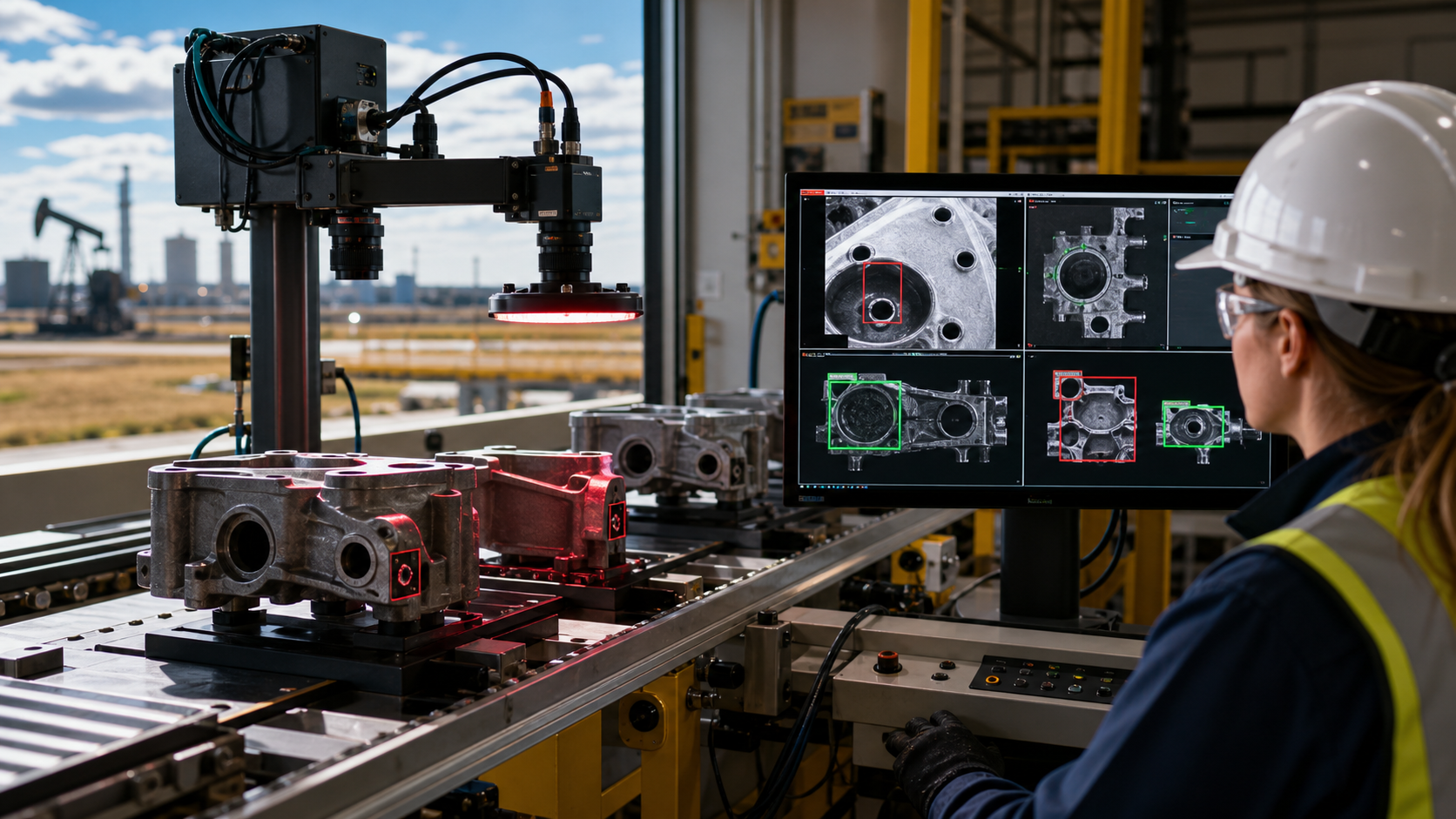
Industrial AI is moving from dashboards into the physical world. For Alberta manufacturers, construction teams, energy operators, and field service companies, computer vision can inspect parts, verify site conditions, count inventory, detect anomalies, document work, and reduce rework.
But a strong demo is not the same thing as a dependable inspection system. Production vision AI needs engineering discipline. It has to survive lighting changes, dust, vibration, seasonal conditions, new suppliers, human variation, and equipment changes.
The Inspection Stack
Why Critical Infrastructure Guidance Belongs Here
NIST's 2026 concept note on trustworthy AI in critical infrastructure highlights AI use across IT, operational technology, and industrial control systems. That is exactly the risk zone for industrial vision: the model may begin as a quality tool, but it can affect production decisions, safety workflows, maintenance priority, and customer acceptance.
The takeaway is not to avoid vision AI. The takeaway is to bring trustworthiness into the workflow from the beginning: measurement, validation, monitoring, human oversight, and clear responsibilities.
Use-Case Matrix
| Use Case | Good First Target | Watch For |
|---|---|---|
| Manufacturing inspection | Repeatable parts with visible defects and stable lighting. | False rejects, missed defects, fixture changes, supplier variation. |
| Construction progress | Photo-based status checks, material counts, safety observations. | Weather, occlusion, inconsistent camera angles, privacy constraints. |
| Energy operations | Gauge reading, corrosion flags, equipment condition, site checks. | Harsh conditions, edge connectivity, safety-critical escalation. |
| Warehouse and yard ops | Asset counts, label checks, queue monitoring, vehicle flow. | Lighting shifts, camera placement, identity/privacy concerns. |
| Compliance evidence | Before/after photos, checklist evidence, exception review. | Audit trail quality and evidence retention. |
Camera Before Model
The quickest way to waste money is to treat camera placement as an afterthought. A weaker model with excellent lighting and consistent views often beats a stronger model fed chaotic images. Before choosing a model architecture, define the inspection scene: distance, resolution, motion blur, lighting, background, physical fixture, image cadence, and what happens when the answer is uncertain.
OpenCV's DNN module and modern vision AI ecosystems show how common detection and classification patterns can be deployed across workflows. NVIDIA's vision AI ecosystem points to manufacturing inspection and smart infrastructure as practical deployment categories. The business question is how to turn those capabilities into reliable operations, not just demos.
Vision Pilot Checklist
- Define the defect: list acceptable, unacceptable, borderline, and unknown examples.
- Collect real images: include shifts, lighting changes, seasonal variation, and ugly edge cases.
- Build the review loop: humans must be able to correct labels and inspect evidence quickly.
- Benchmark more than accuracy: measure false rejects, missed defects, inspection time, rework, and review burden.
- Plan drift monitoring: track when the line, camera, parts, or environment changes.
Practical point: computer vision wins when it improves a real inspection station, not when it merely recognizes objects in a demo image.
Map A Vision Inspection Pilot
Opcelerate Neural can scope one inspection station or field workflow before you buy cameras, edge boxes, or platform licenses.
Start An AI Opportunity Scan